沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd

联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号
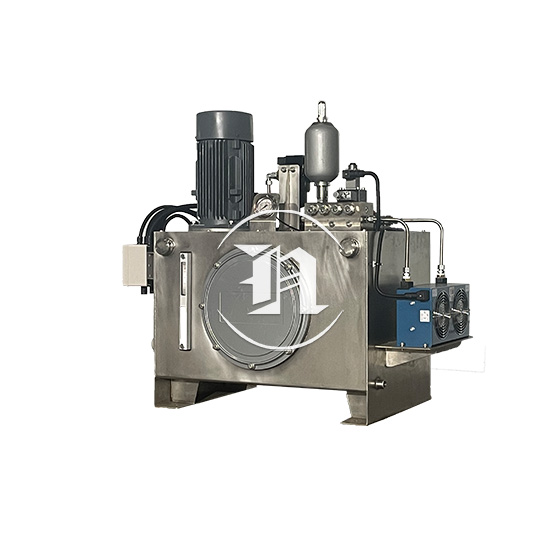
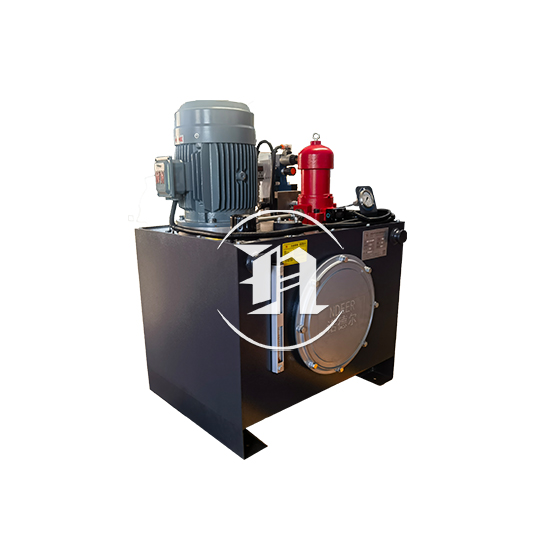
1. 动力源供给:压力油的稳定输出
整个液压系统的动力基础来自各液压站的泵站单元。泵站通常配备恒压变量泵(部分系统含定量泵),电机驱动泵体将油箱内的抗磨液压油吸入并加压,形成符合工艺需求的压力油(不同模块压力不同,如 AGC 系统达 28MPa、弯辊系统约 18MPa)。
为保证动力稳定,泵站设计 “一用一备” 或 “两工一备” 的冗余泵组,避免单泵故障导致停机;同时通过油箱的加热 / 冷却装置(油温过高时启动冷却器、过低时启动加热器)将油温控制在 30-55℃,防止油液黏度变化影响压力传递效率;此外,多级过滤系统(如吸油滤、高压滤、回油滤,部分达 NAS 6 级清洁度)去除油中杂质,避免阀芯卡滞、油缸磨损等故障,确保压力油的 “清洁度与稳定性”。
2. 板厚控制(AGC 系统):压力与位置的闭环调控
板厚精度是冷轧产品的核心指标,由液压 AGC(自动厚度控制)系统实现,其工作原理基于 “闭环反馈调节”:
首先,厚度检测装置(如激光测厚仪、辊缝仪)实时采集轧制后带钢的实际厚度,并将数据传递给控制系统(如 PLC 或专用 AGC 控制器);
控制器将实际厚度与设定厚度对比,计算出偏差值(如实际厚度偏厚,则需减小辊缝;偏薄则增大辊缝);
偏差信号转化为电信号,传递给 AGC 系统的比例伺服阀(高精度控制元件),伺服阀根据信号调整阀芯开度,控制高压油进入 “压上油缸”(位于机架牌坊内,连接上支撑辊)的流量与压力;
压上油缸推动上支撑辊上下移动,改变工作辊与支撑辊之间的辊缝大小:若需减小辊缝,伺服阀增大进油量,油缸上腔压力升高,推动辊系下行压缩带钢,减小带钢厚度;若需增大辊缝,则伺服阀控制油液回油,油缸上腔压力降低,辊系在带钢张力或平衡缸作用下上行,辊缝扩大;
调整后,厚度检测装置再次采集厚度数据,反馈给控制器,形成 “检测 - 对比 - 调节 - 再检测” 的闭环,直至带钢厚度稳定在设定范围内,实现微米级的板厚精度控制。

3. 板形调整(弯辊 / 窜辊系统):辊型的动态修正
六辊机组的 “工作辊 - 中间辊 - 支撑辊” 结构,需通过弯辊系统与窜辊系统协同调整辊型,消除带钢浪形(如边浪、中浪),其原理基于 “辊系弹性变形控制”:
弯辊系统:通过控制弯辊缸的压力实现辊型调整。当带钢出现 “边浪”(辊系中间弹性变形过大,边部压下量不足)时,控制器向工作辊 / 中间辊的 “正弯辊阀组” 发送信号,高压油进入弯辊缸(缸体固定在机架,活塞杆连接辊系轴承座),推动轴承座向外侧顶推,使工作辊产生 “中间凸起” 的弹性变形,增大带钢边部压下量,消除边浪;若出现 “中浪”,则启动 “负弯辊”,弯辊缸反向供油,使工作辊产生 “中间凹陷” 的变形,减小带钢中部压下量,修正中浪。整个过程为 “压力闭环控制”,压力传感器实时反馈弯辊缸压力,确保弯辊力稳定在设定值。
窜辊系统:针对中间辊设计,通过 “窜辊缸” 推动中间辊沿轴向(带钢宽度方向)移动,改变中间辊与工作辊的接触长度。例如,当带钢边部磨损严重或出现局部浪形时,控制器控制窜辊阀组,使窜辊缸带动中间辊向浪形一侧移动,调整辊系接触压力分布,配合弯辊系统进一步优化板形,其控制逻辑为 “位置闭环”—— 位移传感器实时检测中间辊窜动位置,确保精准定位。
4. 辅助操作:协同保障轧制连续性
除核心的板厚、板形控制外,液压系统还为机组辅助动作提供动力,原理围绕 “按需供给、快速响应”:
卷材对中:开卷或卷取过程中,带钢易出现跑偏,对中系统的光电传感器检测带钢边缘位置,将偏差信号传递给伺服阀,伺服阀控制对中油缸推动开卷机 / 卷取机横向移动,纠正带钢位置,确保带钢始终在轧制中心线上,避免边部刮擦或折边;
换辊操作:当工作辊 / 中间辊磨损需更换时,换辊辅助液压系统(集成在换辊车上)启动,通过小型油缸推动辊系轨道平移、辊子夹紧 / 松开,将旧辊移出、新辊送入机架,油缸动作由电磁阀控制,实现换辊的自动化与高效性;
传动机构驱动:开卷机、卷取机的张力控制(维持带钢稳定张力)、机架辊的输送动力,由传动液压站提供压力油,通过液压马达或油缸驱动机械结构,配合张力传感器的反馈,调整油液流量,确保带钢在轧制过程中不打滑、不撕裂。
5. 系统保护:安全与稳定的兜底逻辑
为避免过载、故障导致设备损坏,液压系统内置多重保护机制:
压力保护:各回路设置溢流阀,当系统压力超过设定值(如 AGC 系统超 28MPa)时,溢流阀自动开启,将多余油液排回油箱,防止油缸、管路爆裂;
液位 / 油温保护:油箱的液位传感器检测油位,过低时触发报警并停机(避免泵空吸);油温传感器监测油温,超温或低温时切断泵组电源,保护油液性能与密封件寿命;
断带保护:当带钢断裂时,张力传感器检测到张力骤降,控制器立即发送信号关闭各系统伺服阀,停止压上、弯辊动作,同时启动卷取机制动油缸,防止断带甩动损伤设备。