沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd

联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号
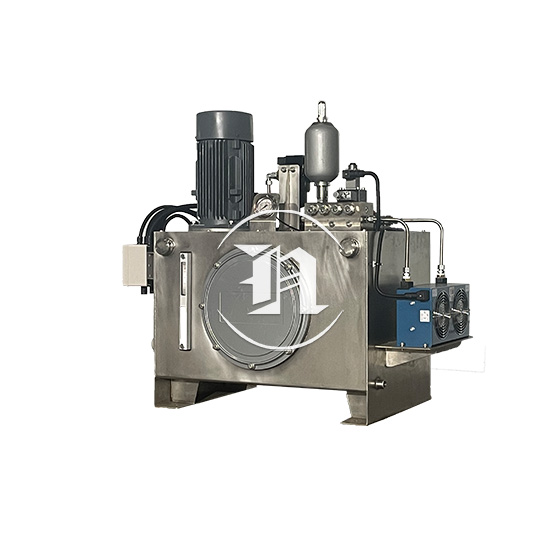
轧管机组液压系统由于工况复杂(高压、高温、连续运转等),且涉及元件众多,容易出现各类故障。
一、压力异常故障
这是液压系统最常见的故障之一,主要表现为系统压力不足、压力过高或压力波动过大。
压力不足:
原因:液压泵磨损导致内泄漏增加;溢流阀、减压阀等压力控制阀失效(如阀芯卡阻、弹簧疲劳);管路破裂或接头松动导致外泄漏;油箱油位过低,吸油不足。
表现:执行元件(如轧辊快开缸)动作无力,无法达到设计推力或速度;轧制时轧辊调整不到位,影响钢管尺寸精度。
压力过高:
原因:溢流阀设定值错误或阀芯卡阻在关闭位置;管路堵塞导致回油不畅;负载异常增大(如轧辊卡阻)。
表现:系统噪音增大,油温快速升高;液压元件(如油管、接头)可能因超压损坏,甚至出现爆管现象。
压力波动:
原因:液压泵吸油管路漏气,导致油液中混入空气;溢流阀阀芯磨损或阻尼孔堵塞,导致调压不稳定;蓄能器失效(如气囊破损),无法稳定系统压力。
表现:执行元件动作忽快忽慢,轧辊位置精度下降;压力表指针剧烈跳动,影响系统控制稳定性。
二、执行元件动作异常
主要指液压缸(如快开缸、平衡缸)或液压马达动作迟缓、卡顿、不动作,或动作顺序错乱。
动作迟缓 / 无力:
原因:液压缸内泄漏(如活塞密封圈磨损、缸筒划伤);流量控制阀(如节流阀)堵塞,导致流量不足;液压油黏度太大(如油温过低)或污染严重,增加油液阻力。
表现:轧辊快开 / 闭合速度变慢,影响轧制节奏;平衡缸无法有效锁紧轧辊,导致轧制过程中轧辊位置偏移。
动作卡顿 / 不动作:
原因:液压阀阀芯卡阻(如油液中的杂质卡住换向阀阀芯);液压缸活塞杆弯曲或缸筒内有异物,导致卡滞;管路折弯或堵塞,油液无法流通。
表现:轧辊在调整或轧制过程中突然卡住,无法继续动作;严重时可能导致电机过载跳闸。
动作顺序错乱:
原因:控制电路故障(如继电器、PLC 输出点故障)导致液压阀换向顺序错误;行程开关、传感器(如光电编码器)信号异常,无法准确反馈执行元件位置。
表现:轧辊快开、锁紧等动作顺序颠倒,可能导致设备碰撞(如轧辊未打开时毛管进入),引发安全事故。

三、油液污染与劣化故障
液压油是系统的 “血液”,其状态直接影响系统寿命和性能。
油液污染:
原因:油箱密封不良,混入灰尘、水分;新油加注时未过滤,带入杂质;液压元件磨损产生金属碎屑(如泵、缸的磨损颗粒);过滤器堵塞或失效,无法有效过滤杂质。
表现:阀芯卡阻、液压泵磨损加剧;液压缸内表面划伤,导致泄漏;系统故障频率升高,元件寿命缩短。
油液劣化:
原因:系统长期高温运行(如冷却器失效),导致油液氧化、黏度下降;油液中混入水分,引起乳化变质;油液使用时间过长,添加剂失效。
表现:油液颜色变深、出现异味;油液黏度异常(过高或过低),导致系统压力、流量不稳定;元件锈蚀(如油箱内壁、液压缸活塞杆)。
四、泄漏故障
包括内泄漏和外泄漏,不仅浪费油液,还会影响系统性能。
外泄漏:
原因:管接头松动或密封件(如 O 型圈、组合密封垫)老化损坏;油管材质不良或受外力撞击导致破裂;液压缸活塞杆密封件磨损,导致杆端漏油。
表现:设备表面出现油迹,地面油污堆积;油箱油位快速下降,需频繁补油。
内泄漏:
原因:液压泵、液压马达内部零件磨损,间隙增大;液压缸活塞与缸筒间隙过大或密封圈损坏;液压阀阀芯与阀孔配合间隙过大。
表现:系统效率下降,油温升高;执行元件输出力不足,动作速度变慢(如快开缸无法快速打开轧辊)。
五、噪音与振动故障
系统运行时噪音或振动异常,通常是潜在故障的信号。
机械噪音:
原因:液压泵轴承磨损或转子不平衡;电机与液压泵联轴器同心度偏差过大;管路固定不牢,振动时相互碰撞。
表现:泵体或电机部位发出刺耳的 “嗡嗡” 声或 “咯噔” 声;管路振动明显,甚至出现松动。
液压噪音:
原因:液压泵吸油不畅(如吸油过滤器堵塞、油位过低),导致吸空产生气穴;油液中混入大量空气,在高压区释放时产生 “气蚀” 噪音;溢流阀、换向阀动作时阀芯撞击阀座。
表现:系统发出 “嘶嘶” 声或 “爆裂” 声;同时伴随压力波动和执行元件动作异常。