沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

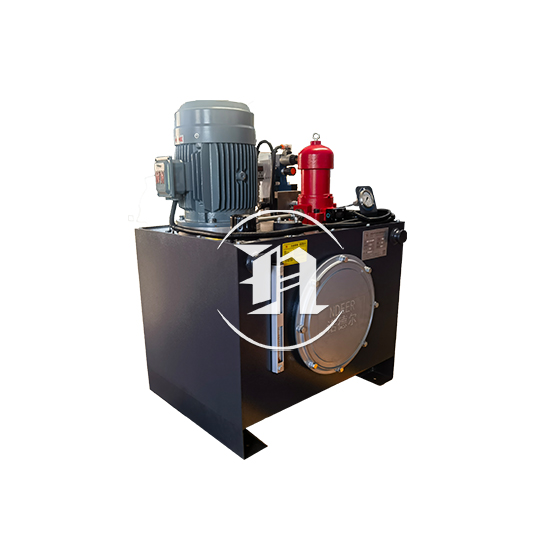
传动液压站及阀组:用于为开卷机、六辊可逆轧机、卷取机等辅助液压传动机构提供压力油。通常配备一台不锈钢油箱,油箱上设有液位、油温控制仪表、加热器、冷却器、过滤器、蓄能器等。工作泵一般为两台,一用一备,采用恒压变量泵,循环泵一台。还包括比例阀以及其他低压电磁阀、球阀、单向阀等。其系统压力一般为 12Mpa,系统流量为 125L/min×2,工作介质为抗磨液压油,介质清洁度达到 NAS 9 级。
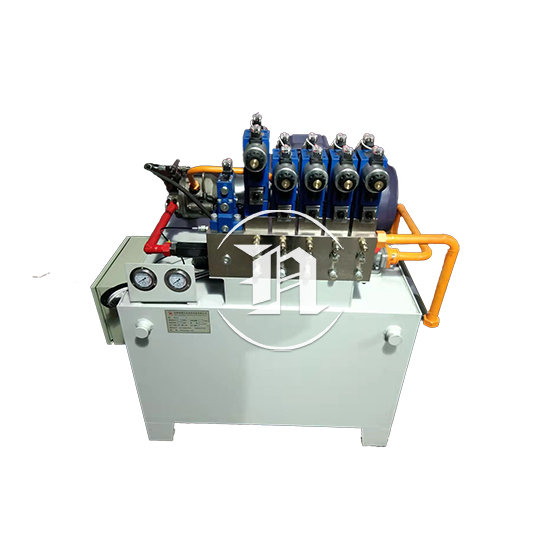
高压系统液压站及阀组:主要为六辊可逆轧机液压 AGC(自动厚度控制)系统、平衡、弯辊、窜辊系统提供压力油。该液压站由液压 AGC 系统平衡、弯辊、窜辊两个系统组成。AGC 系统的泵站、阀组系统压力可达 28Mpa,系统流量为 250L/min;平辊、窜辊系统的泵站、阀组系统压力为 25Mpa,系统流量为 80L/min。工作介质为 ISOVG46 抗磨液压油,介质清洁度要求较高,为 NAS6 级。

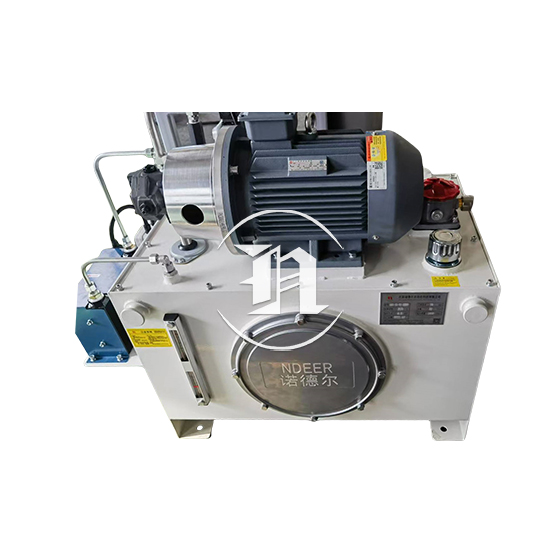
压上液压系统:这是一个液压伺服系统,用于轧机的厚度自动控制。它为轧机的压上控制提供压力稳定、流量足够大且清洁的压力油源,以满足轧机压上油缸的位置控制、压力控制及调整轧辊倾斜控制的要求。油箱及管路通常采用不锈钢材质,油的过滤采用三级过滤,系统工作压力一般为 23MPa。泵站为高位油箱整体底盘结构,设两台恒压变量泵供油,一用一备,并有单独的冷却循环回路、多级过滤回路及磁过滤,还设有加热冷却装置,以实现对油温的恒定控制。
弯辊、横移液压系统:用于工作辊、中间辊的正负弯控制和中间辊的横移控制。弯辊为闭环压力控制,可分别控制工作辊、中间辊正弯及负弯,并用于换辊操作及断带保护。中间辊横移为位置闭环控制,用于中间辊横移驱动、精确定位及位置锁定。系统工作压力一般为 18MPa。弯辊控制可根据工艺要求选择弯辊方式,调整弯辊力大小,配合工艺润滑轧辊冷却系统控制辊型,可实现正、负弯辊连续平滑过渡。
辅助液压系统:用于轧机的辅助操作,泵站结构与压上泵站相似。一般由三台恒压变量泵两工一备供给系统动力油,同时配三台 40 升蓄能器,为轧机的一些辅助动作提供动力支持。
换辊辅助液压系统:用于中间辊、工作辊的换辊操作,通常为两个小型的集成系统,置于换辊车上,方便换辊操作,提高换辊的效率和便捷性。
对中液压系统:这是一个伺服系统,用于卷材对中,采用进口原装北美对中装置,保证了对中精度及可靠性,确保卷材在轧制过程中的位置准确。