沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号
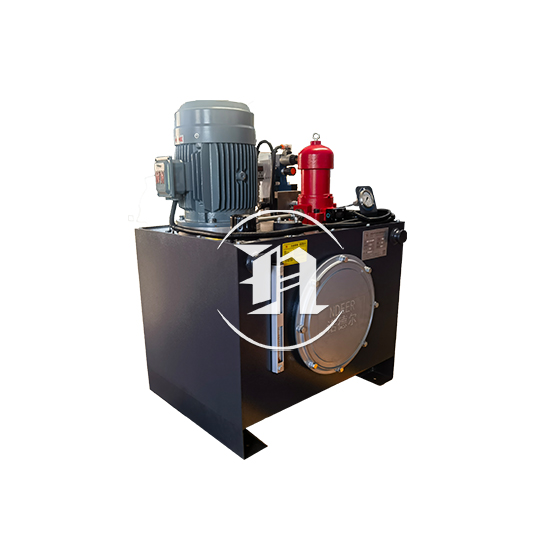
一、系统组成
低压系统:包括 1#-5# 阀台及低压系统泵站,主要控制套筒输送装置、卷取机、入口钢卷小车、穿带导板、锁紧装置分切剪、助卷器等设备。其工作压力为 14MPa,试验压力为 21MPa,正常工作油温 20-50℃。
高压系统:包括高压阀台、AGC 阀台及高压系统泵站,主要控制工作辊正负弯、平整机平衡块、工作辊侧隙锁紧及液压压上油缸等设备。其工作压力为 21MPa,试验压力为 35MPa,正常工作油温 20-60℃。
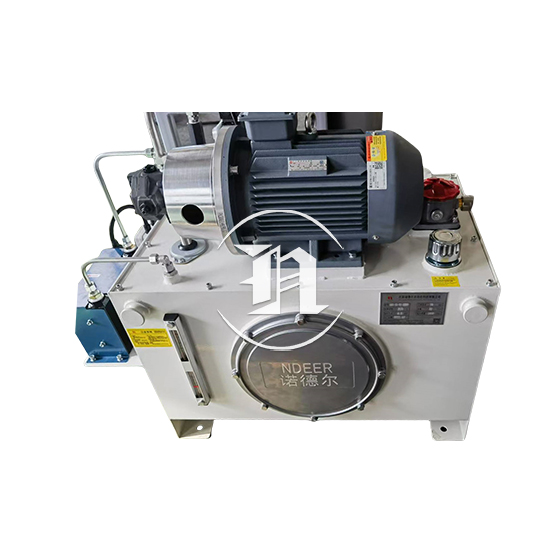
二、关键元件
泵:如高压系统中常用 A7V 斜轴式柱塞泵,通常采用 2 用 1 备的配置,以保证系统的可靠性。
阀:包括电磁溢流阀、单向阀、高压过滤器、先导减压阀、电磁换向阀、液控单向阀等。其中,伺服阀用于精确控制液压缸的动作,如 D761 伺服阀。
蓄能器:一般采用胶囊式蓄能器,如 NXQ2 系列,用于储存和释放液压能,稳定系统压力。
循环冷却单元:由齿轮泵组、溢流阀、冷却器、滤油器等组成,用于维持液压油的温度和清洁度。

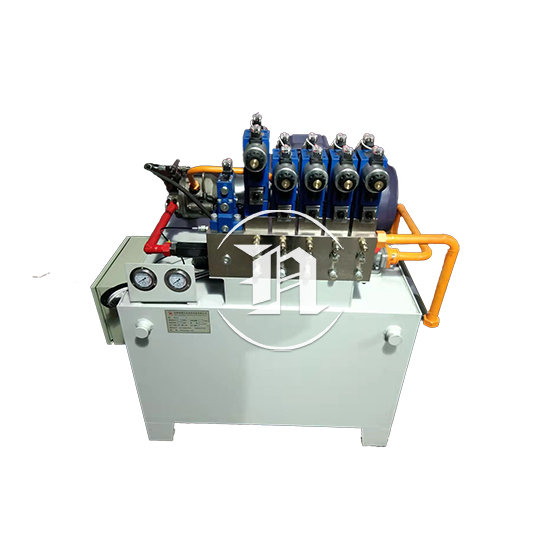
三、工作原理
平整机液压压下操作由阀控液压缸实现,通过控制液压缸的进出油流量和压力,来调节平整辊的位置和压力。位置控制用于平整机辊缝标定时和穿带时的辊缝关闭,以及辊缝标定后和平整后的辊缝打开,保证两侧液压压下缸的同步运行;压力控制分轧制压力控制和弯辊力控制,轧制压力控制用于平整机辊缝标定和平整操作,弯辊力控制具有正、负弯辊控制功能,用于补偿由于轧制压力的变化而引起的辊缝变化,矫正带钢板形。
性能指标
不同的平整机组液压系统性能指标有所差异,以 900mm 平整机为例,其液压伺服系统工作压力 28MPa,额定流量 103L/min,油液清洁度 NAS6 级;液压传动系统泵站工作压力 10MPa,额定流量 120L/min,油液清洁度 NAS9 级。