沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号
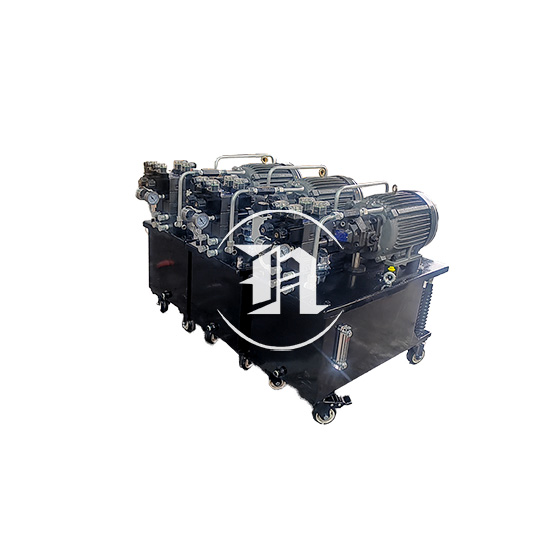
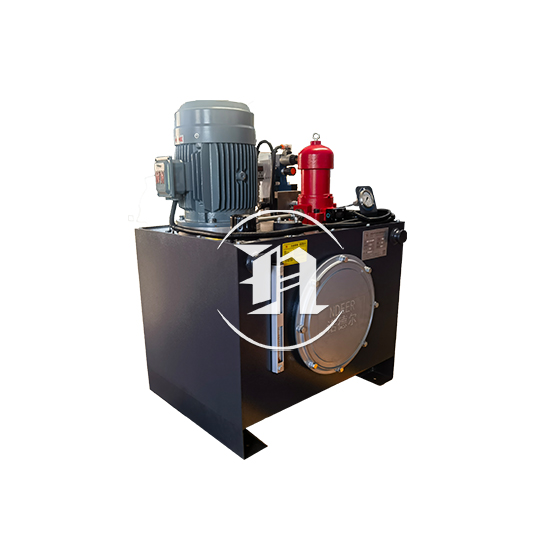
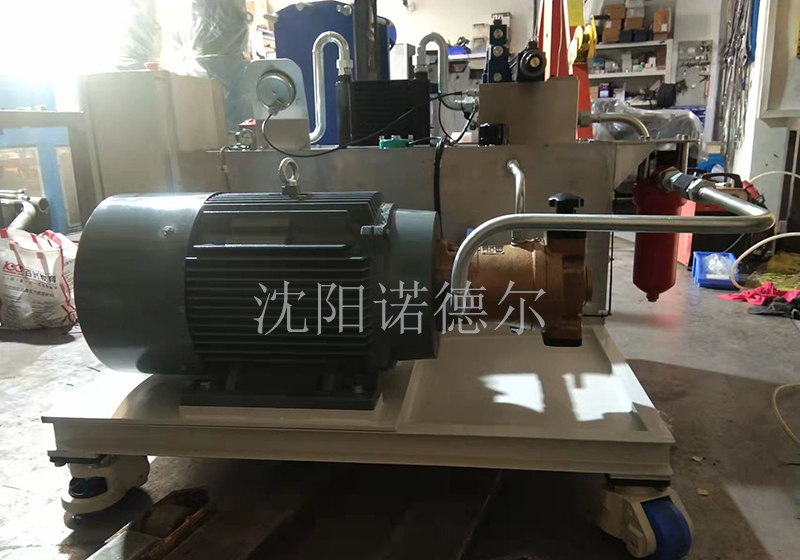
核电类铸件专用液压系统,是适配反应堆压力容器、蒸汽发生器、主泵泵壳、稳压器、主管道、汽轮机缸体等核心核电铸件全生命周期加工制造的关键动力装备,贯穿铸造、热处理、机加工、装配、试压、吊装、转运等核心环节。该系统需满足核电领域特有的高可靠、高安全、高精度要求,核心适配核电级抗震、抗辐照、耐特殊介质、冗余设计、全流程可追溯、便捷维修等严苛标准,重点实现大吨位力控、高精度位移调节、长时稳定保压、多重安全联锁及故障容错等核心功能。
一、核心应用场景与功能适配
在铸造与浇注环节,液压系统核心承担铁水/钢水浇注倾转、砂箱合模与开模、芯盒锁紧、浇注流量与速度闭环控制等功能。此环节需适配大扭矩倾转需求,确保浇注过程中位置控制精准无误,同时需具备防爆、耐高温粉尘的防护性能,驱动机构采用冗余设计,避免单一故障导致浇注中断或安全隐患,保障铸件成型质量与生产安全。
热处理环节中,液压系统主要负责炉门升降与锁紧、料筐转运、淬火/回火过程压力控制、气氛密封压紧等作业。针对该环节高温、长时作业的特点,系统需具备优异的长时保压性能,压力波动控制在极小范围,同时液压元件需适应高温工况,密封结构需满足气氛密封要求,防止热处理气氛泄漏影响铸件性能,保障热处理工艺的稳定性与一致性。
机加工阶段,液压系统聚焦大型铸件装夹定位、刀具进给驱动、工作台精准位移等核心功能。由于核电铸件尺寸庞大、精度要求极高,系统需实现高精度力控与位移控制,装夹力均匀稳定,避免装夹变形影响加工精度;同时需与机床控制系统无缝协同,响应速度快,定位误差控制在微米级,满足核电铸件关键尺寸的加工要求。
装配与试压环节,液压系统承担铸件对接定位、法兰螺栓紧固、水压/气压试验保压等功能。对接定位需实现高精度对齐,螺栓紧固需按预设扭矩曲线执行,确保紧固均匀;试压过程中系统需具备高压、长时稳定保压能力,压力监测精度高,同时具备完善的泄漏检测功能,一旦发现泄漏立即报警并泄压,保障试压作业安全与铸件密封性能达标。
吊装与转运环节,液压系统主要用于吊装设备的伸缩、变幅、起升与制动,以及转运平台的升降与移动。针对核电铸件重量大、体积大的特点,系统需具备大吨位承载能力,制动性能可靠,防止吊装与转运过程中出现溜车、晃动等情况;同时需具备抗震性能,适应车间复杂工况下的稳定运行,保障铸件吊装转运过程的安全与平稳。
二、核心设计要求
抗震设计是核电类铸件专用液压系统的核心要求之一,系统需满足核电领域相关抗震标准,通过抗震分析与试验验证。液压管路采用柔性连接,固定支架加固设计,避免地震工况下管路断裂、元件脱落;核心元件选用抗震型产品,电气控制系统具备抗震防护,确保地震发生时系统仍能维持基本功能或安全停机。
抗辐照设计需适配部分核电铸件加工环境的辐照场景,液压油选用抗辐照型油品,避免辐照导致油品老化、性能下降;液压元件密封件、橡胶制品等选用耐辐照材料,防止辐照老化失效;电气部件采用抗辐照封装,保障控制系统在辐照环境下的稳定运行。
冗余设计贯穿系统整体架构,核心驱动单元、控制单元、监测单元均采用双冗余或多冗余配置,如双泵组、双控制器、双压力传感器等。当某一单元出现故障时,冗余单元可快速切换投入运行,避免系统停机影响生产,同时确保故障状态下核心安全功能不丧失,提升系统运行的可靠性与连续性。
高精度控制设计需满足核电铸件加工制造的严苛精度要求,采用闭环控制方案,集成高精度压力传感器、位移传感器、扭矩传感器等检测元件,实时采集运行数据并反馈至控制器;控制器采用先进的控制算法,实现力、位移、速度的精准调节,控制误差控制在预设范围内,保障各环节作业精度。
安全联锁与故障容错设计是系统安全运行的重要保障,系统需设置多重安全联锁逻辑,如超压联锁、超温联锁、过载联锁、泄漏联锁等,一旦触发联锁条件,立即执行泄压、停机、报警等安全动作;同时具备完善的故障诊断功能,可实时监测元件状态、管路压力、油液性能等参数,及时识别故障并定位故障点,具备故障自恢复能力,无法自恢复时给出明确报警信息,便于快速维修。
耐介质与耐腐蚀设计需适配核电铸件加工过程中可能接触的各类介质,如高温粉尘、热处理气氛、试压介质、切削液等。液压元件采用耐腐蚀材料制造或进行防腐处理,密封结构选用适配各类介质的密封件,防止介质侵入元件内部导致磨损、失效;液压油箱配备高效过滤、脱水装置,保持液压油清洁度,延长油液与元件使用寿命。
可追溯与可维修设计要求系统全生命周期可追溯,核心元件需具备唯一标识,装配、调试、运行、维修等数据均需记录存档,便于后续溯源排查;同时系统结构设计便于拆装,元件布局合理,维修空间充足,关键部件易更换,维修工具与备件通用性强,降低维修难度与停机时间。