沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

板带轧机和精整设备的液压系统是保障轧钢生产精度、效率和稳定性的核心动力与控制单元。其通过液压能的传递与调控,实现对轧辊压力、速度、板形等关键参数的精准控制,以及精整过程中矫直、剪切、卷取等动作的平稳执行。
一、板带轧机液压系统
1. 核心功能
轧制力控制:通过液压缸施加压力,确保轧件厚度符合要求,精度可达 ±0.01mm。
辊缝调整:快速响应轧制过程中的负载变化,实时调整上下轧辊间距。
板形控制:通过分段液压辊(如 CVC、HC 轧机)调节轧辊凸度,矫正板带波浪、瓢曲等缺陷。
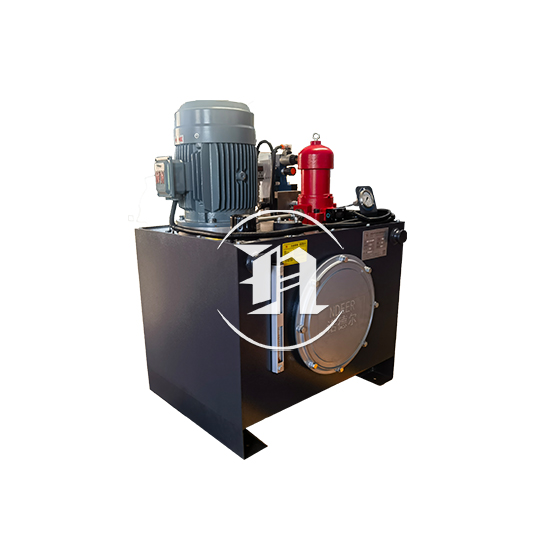
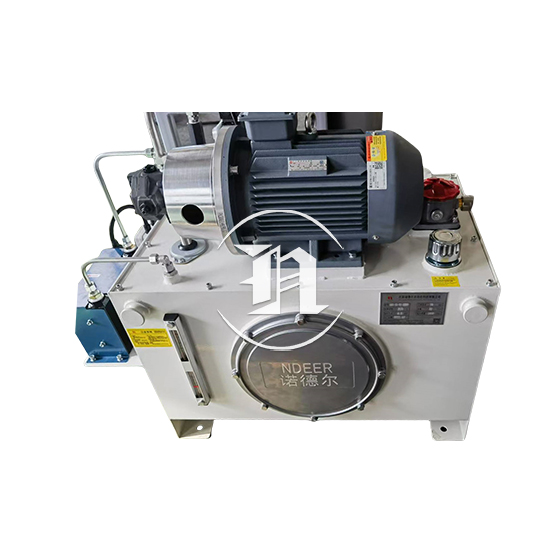
2. 主要组成
液压泵组:多采用恒压变量泵(如轴向柱塞泵),提供 10-30MPa 的工作压力,流量根据轧机规格可达数百 L/min。
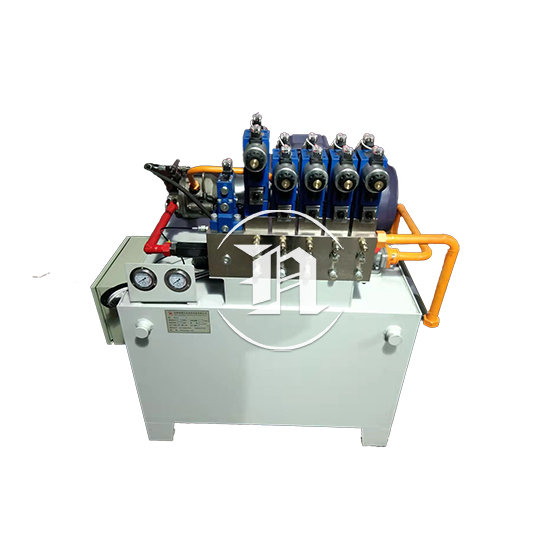
执行元件:包括主液压缸(驱动轧辊)、侧压缸(控制轧辊水平位移)、弯辊缸(调整轧辊凸度)。
控制系统:由 PLC、电液伺服阀、压力 / 位移传感器组成闭环控制,响应时间通常在几十毫秒内。
3. 典型应用场景
热连轧机:粗轧区液压系统需承受高温、冲击负载,侧重快速压下能力;精轧区则需更高的控制精度,确保带钢厚度均匀。
冷轧机:对板形控制要求极高,液压系统需配合 AGC(自动厚度控制)和 AFC(自动板形控制)系统,实现微米级调节。
二、精整设备液压系统
精整设备(如矫直机、剪机、卷取机等)的液压系统侧重动作平稳性和同步性,常见类型包括:
1. 矫直机液压系统
功能:通过多组矫直辊的液压驱动,消除板带残余应力,改善平直度。
特点:采用比例阀控制辊子压力,实现不同材质(如碳钢、不锈钢)的自适应矫直。
2. 剪切设备液压系统
飞剪 / 横剪:液压驱动剪刀快速启停,剪切速度需与板带运行速度匹配,同步精度要求高(±1mm 以内)。
核心部件:高速液压缸配合蓄能器,提供瞬时大推力,确保剪切断面平整。
3. 卷取机液压系统
功能:控制卷取张力,使带钢卷紧且不产生褶皱,同时实现卷径变化时的张力恒定。
关键技术:通过液压马达驱动卷筒,配合张力传感器实现闭环控制,张力控制精度可达 ±2%。

三、两类系统的共性与差异
控制重点 压力、位移的高精度动态调节 动作同步性、速度匹配、张力稳定
工作环境 高温、粉尘、振动(热轧);洁净(冷轧) 常温、中等负载,侧重防尘、防泄漏
响应速度 快(毫秒级) 中等(几十毫秒至数百毫秒)
典型故障点 伺服阀卡堵、液压缸内泄导致精度下降 比例阀磨损、蓄能器失效导致动作滞后
四、关键技术与发展趋势
节能技术:采用变频驱动液压泵、负载敏感系统,降低能耗 30% 以上。
智能化:通过传感器实时监测油液污染度、温度、压力波动,结合 AI 算法预测故障,减少停机时间。
集成化:将液压站与控制系统模块化设计,缩小安装空间,提高维护效率。
五、维护要点
油液管理:定期过滤(清洁度需达到 NAS 7 级以上),控制油温在 30-50℃,避免油液氧化或黏度变化。
密封件检查:高温区采用氟橡胶密封,低温区用聚氨酯材料,防止泄漏影响系统压力。
伺服阀校准:每半年进行一次精度校准,确保控制信号与实际动作偏差在允许范围内。
板带轧机和精整设备液压系统的性能直接决定了板带产品的质量和生产效率,其设计需结合工艺需求,平衡精度、响应速度与可靠性,同时通过智能化维护延长使用寿命。