沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd

联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号
一、关键技术要求
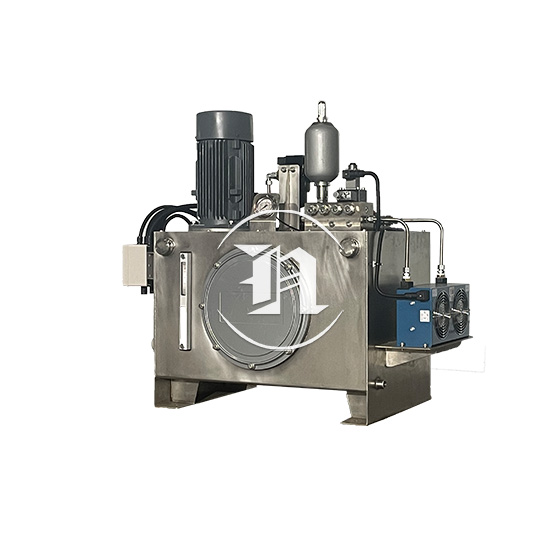
由于轧机运行环境恶劣(振动大、粉尘多、负荷冲击频繁),减速机配套液压系统需满足以下严苛要求:
可靠性:
系统平均无故障时间(MTBF)需≥8000 小时,关键阀组、泵组需选用耐冲击的工业级产品(如博世力士乐、派克);
配备备用泵,主泵故障时自动切换,避免生产线停机。
清洁度控制:
液压油清洁度需达到 NAS 8 级以上,油箱内置高精度吸油过滤器(20μm)、回油过滤器(10μm),并定期在线过滤;
管路安装前酸洗、钝化,防止焊渣、铁锈污染油液。
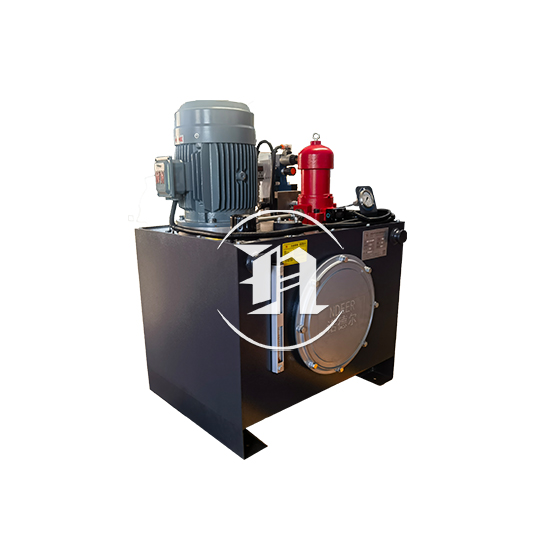
温度控制:
油温需稳定在 40~55℃,配备水冷 / 风冷冷却器,油温超过 60℃时自动报警并启动备用冷却系统;
低温环境下(如北方冬季),油箱内置加热器,确保油液粘度达标。
压力稳定性:
系统压力波动≤±0.5MPa,通过蓄能器吸收冲击,比例阀实现压力闭环控制;
过载保护响应时间≤100ms,确保冲击载荷瞬间被缓冲。
防爆与防护:
轧钢现场存在粉尘、高温,电机需选用防爆型(Ex d IIB T4),液压设备防护等级≥IP54。

二、常见故障及处理
减速机润滑不足
原因:过滤器堵塞、液压泵磨损、油路泄漏;
处理:清洗 / 更换过滤器,检测泵组压力,排查管路泄漏点并密封,补充液压油至规定液位。
系统压力波动大
原因:蓄能器氮气压力不足、溢流阀卡滞、液压泵变量机构故障;
处理:给蓄能器充氮(压力为系统工作压力的 60~70%),拆解清洗溢流阀,检修泵组变量机构。
油温过高
原因:冷却器结垢、风扇 / 水泵故障、油液粘度不符;
处理:清洗冷却器换热面,更换冷却系统故障部件,更换适配粘度的液压油(常用 L-HM46 抗磨液压油)。
液压缸动作迟缓
原因:换向阀卡滞、油液污染、液压缸密封泄漏;
处理:清洗换向阀阀芯,过滤油液,更换液压缸密封件。