沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

板带处理产品(如冷轧板带、热轧板带、镀层板带等)的液压系统是其生产线上的核心动力与控制单元,负责驱动设备执行机构(如轧辊、卷取机、矫直机、剪切机等)的精确动作,保障板带的尺寸精度、表面质量和生产效率。
一、板带处理液压系统的构成
板带处理线的液压系统通常由动力源、执行元件、控制元件、辅助元件四大部分组成,各部分协同实现力、速度、位置的精确控制:
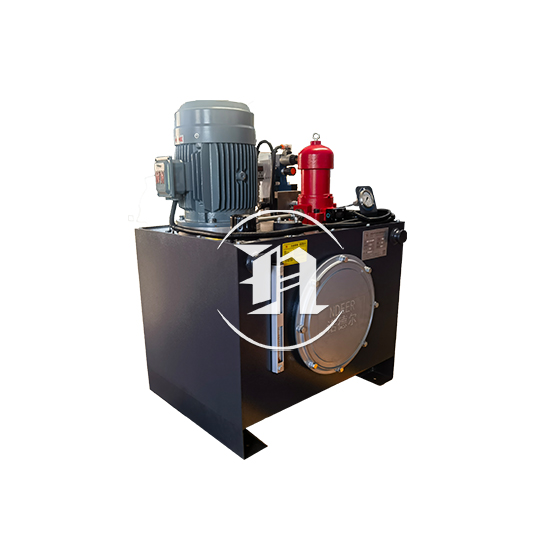
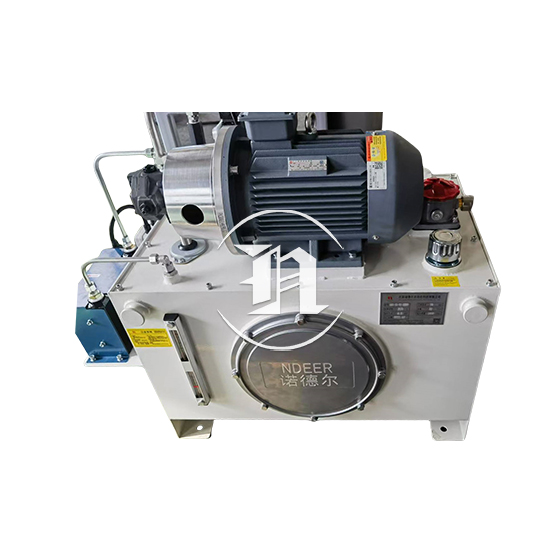
动力源
主要包括液压泵组(如轴向柱塞泵、齿轮泵)、驱动电机、油箱、冷却器、过滤器等。
功能:将机械能转化为液压能,为系统提供高压油液(工作压力通常在 10-31.5MPa),并通过冷却、过滤保证油液清洁度(一般要求 NAS 7-9 级)。
执行元件
包括液压缸(如双作用活塞缸、柱塞缸)和液压马达,是系统的 “动力输出终端”。
应用场景:
轧机的辊缝调整(液压缸驱动压下装置);
卷取机的张力控制(液压马达驱动卷筒);
剪切机的刀片开合(液压缸提供剪切力)。
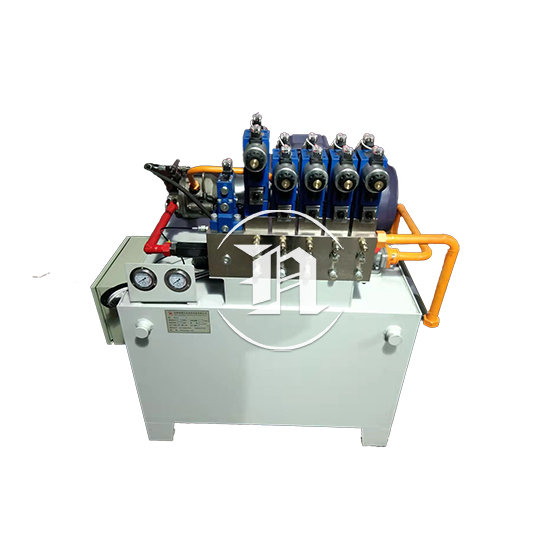
控制元件
核心是各类液压阀,按功能可分为:
压力控制阀:溢流阀、减压阀、比例压力阀(控制系统压力,如轧机负载压力);
流量控制阀:节流阀、比例流量阀(控制执行元件速度,如板带输送速度);
方向控制阀:电磁换向阀、电液换向阀(控制油液流向,实现动作切换);
伺服阀 / 比例阀:高精度控制(如板形控制中的微调液压缸,响应时间可达毫秒级)。
辅助元件
包括油管(高压无缝钢管或软管)、管接头、蓄能器(吸收压力脉动、应急补油)、压力表、液位计、空气滤清器等,保障系统稳定运行。

二、核心功能与典型应用场景
板带处理的核心需求是高精度控制(如板厚公差 ±0.01mm)和高稳定性(避免断带、跑偏),液压系统的功能直接服务于这些需求:
张力控制
在酸洗、轧制、镀锌等工序中,需通过卷取机 / 开卷机的液压马达或液压缸提供稳定张力(通常 5-30kN),防止板带褶皱或拉伸变形。
控制方式:通过比例阀调节液压马达转速,结合张力传感器反馈实现闭环控制。
辊缝与压力控制
冷轧机中,液压压下系统通过液压缸实时调整轧辊间距(辊缝),结合压力传感器精确控制轧制力(可达数千吨),保证板带厚度均匀。
例如:四辊轧机的工作辊和支撑辊均由液压系统驱动,响应速度需满足板带高速轧制(1000m/min 以上)的动态调整需求。
板形控制
针对板带 “浪形”(如边浪、中浪),通过分布在轧辊内部的液压弯辊缸(或窜辊机构)施加侧向力,调整轧辊挠度,改善板形。
高精度伺服阀在此类控制中起关键作用,控制精度可达 ±0.001mm。
快速响应与安全保护
当出现断带、跑偏等故障时,液压系统需通过安全阀快速卸压,或通过紧急制动缸停止设备运行,避免事故扩大。
三、关键技术特点
板带处理液压系统与普通工业液压系统相比,具有以下特殊要求:
高动态响应
板带高速运行(如冷轧线速度达 2000m/min)时,液压阀的响应时间需<50ms,确保实时修正偏差(如辊缝补偿、张力波动)。
抗污染能力强
板带处理环境多粉尘、水汽(如酸洗线的酸雾),液压油易受污染,需通过多级过滤(吸油过滤 + 高压过滤 + 回油过滤)和定期换油(通常每 6-12 个月)保障系统寿命。
节能与降噪
采用负载敏感泵(仅输出实际需求流量)替代定量泵,降低能耗;通过消声器、隔振垫减少泵组噪音(控制在 85dB 以下)。
智能化监控
集成传感器(压力、温度、流量)和 PLC 控制系统,实时监测油液状态(如温度>60℃报警)、元件故障(如泵组振动异常),实现 predictive maintenance(预测性维护)。