沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd

联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号
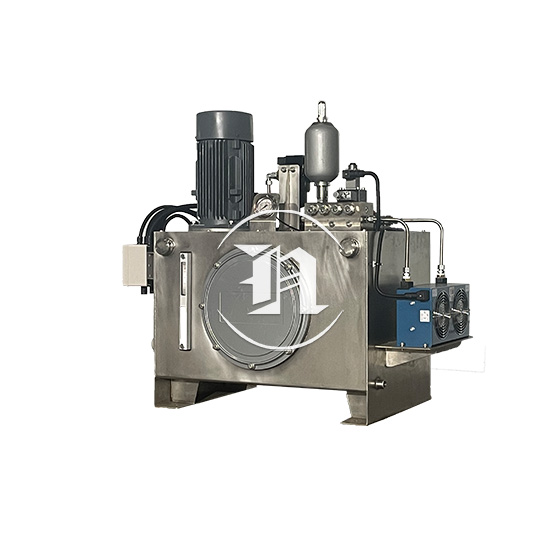
不同类型的轧机因轧制工艺、加工材料、精度要求的差异,对配套液压系统的特殊要求存在明显区别,具体如下:
一、板带轧机(含冷热连轧、可逆轧机)
这类轧机以生产高精度板带材为核心目标,对液压系统的高精度控制能力要求严苛。压下系统需配备高响应伺服阀和精密位移传感器,实现轧辊位置的微米级调节,保证板带厚度公差控制在极小范围;同时,系统需具备快速的压力调节能力,应对轧制过程中负载的瞬间波动,避免板带出现浪形、瓢曲等缺陷。此外,板带轧机轧制速度快,液压系统的油液冷却能力需强化,配置大流量冷却器,防止因油液温度过高导致控制精度下降;且需设置蓄能器吸收轧制冲击,稳定系统压力,保护轧机机架及铸件结构。
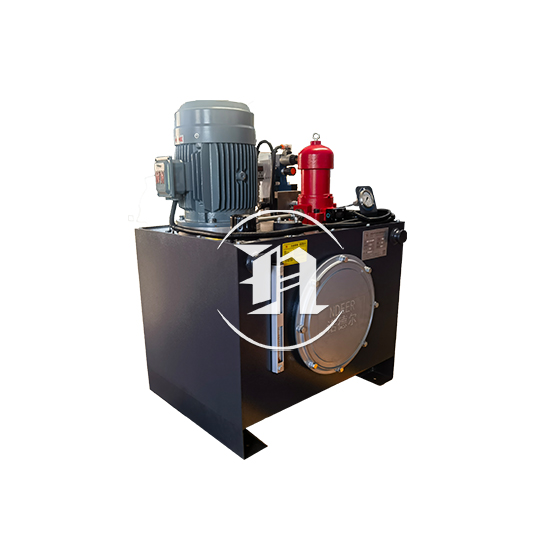
二、型材 / 棒材轧机
型材、棒材轧制成形过程中,轧件断面复杂、轧制力波动大,液压系统的核心要求是高抗冲击性和重载能力。压下液压缸需具备大推力特性,满足不同断面型材轧制时的负载需求;系统需配置高压溢流阀和缓冲回路,抵御轧制过程中因轧件咬入、抛钢产生的剧烈冲击,避免液压元件损坏;同时,型材轧机多为多机架连轧模式,液压系统需具备良好的同步控制能力,保证各机架轧辊转速、压下量的协调匹配,防止轧件出现扭转变形、尺寸超差。另外,型材轧机工作环境粉尘较多,液压系统需配置多级过滤装置,且管路密封性能需强化,防止粉尘侵入造成元件磨损、卡滞。
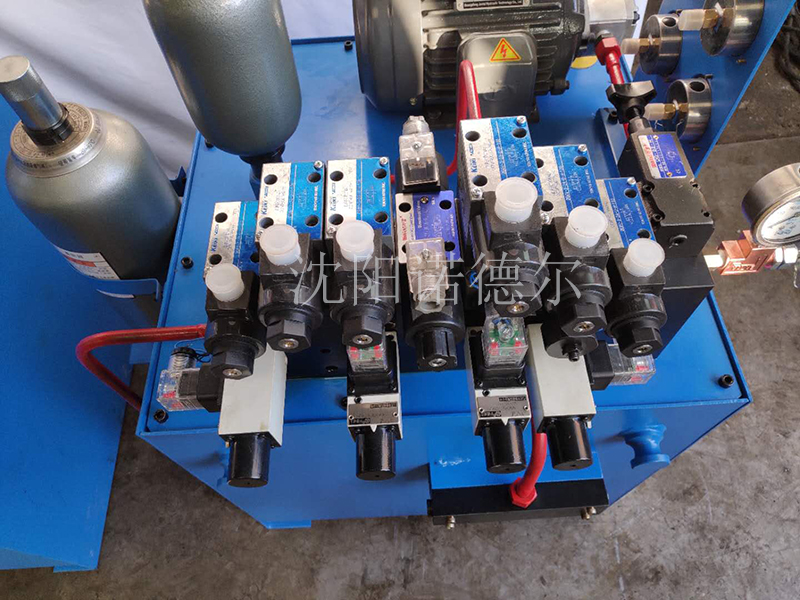
三、管材轧机(如皮尔格轧机、三辊轧管机)
管材轧机的核心任务是实现管材的减径、壁厚控制,液压系统需满足多执行元件的协同控制要求。以三辊轧管机为例,三个轧辊的径向调整液压缸需实现高精度同步动作,保证管材壁厚均匀;穿孔、轧管等工序的液压执行机构需具备灵活的换向特性,适应管材轧制的间歇式工艺节奏。同时,管材轧机轧制过程中,轧辊与管材的接触应力大,液压系统的压力稳定性要求高,需设置压力补偿回路,避免因压力波动导致管材壁厚不均;且需配备专用的润滑液压支路,为轧辊轴承等关键部件提供持续、稳定的润滑。
四、箔材轧机
箔材轧机轧制的材料厚度极薄(通常在 0.001mm~0.1mm),对液压系统的超精密控制和低振动特性要求极高。压下系统需采用高刚度液压缸和无间隙伺服阀,消除系统的弹性变形和控制滞后,实现轧辊间隙的超精细调节;液压系统的油液清洁度需达到极高标准,通常要求 NAS 5 级以上,防止微小颗粒导致伺服阀卡滞,影响控制精度。此外,箔材轧制时轧制力小但响应速度要求极高,液压系统需优化回路设计,减少管路阻力,提升执行元件的响应速度;同时,需配备消振装置,抑制系统的液压冲击和机械振动,避免箔材出现针孔、褶皱等缺陷。
五、可逆式轧机
可逆式轧机通过轧辊正反转实现轧件的多次轧制,液压系统需满足快速换向和频繁启停的要求。系统的换向阀需具备高切换速度,且换向过程中压力冲击小,避免轧件因轧辊换向时的冲击出现变形;压下系统需具备快速的升降响应能力,适应可逆轧制中频繁调整轧辊间隙的工艺需求。另外,可逆式轧机的液压系统需强化散热设计,因频繁启停会导致系统发热量增加,需配置高效冷却系统,维持油液温度稳定。