沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

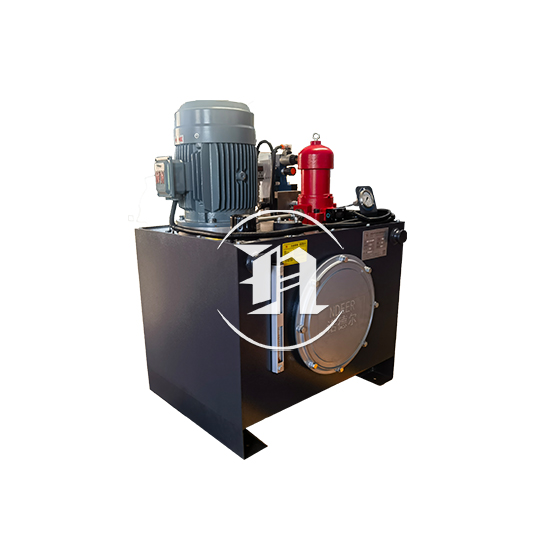
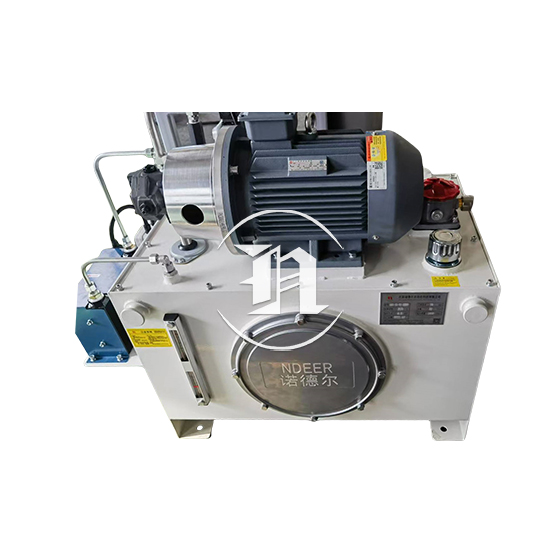
压机类铸件专用液压系统是为各类压机(如液压机、压铸机、锻压机等)配套的核心动力与控制单元,其设计需匹配铸件成型的高压、大流量、高精度、高稳定性工艺需求,同时兼顾铸件生产的恶劣工况(粉尘、振动、温度波动)。
一、 系统核心构成
动力元件
采用恒功率变量柱塞泵为主泵,部分工况搭配定量泵或辅助泵,满足压机快进、压制、保压、回程等不同阶段的流量与压力需求。
泵的额定压力通常在 25–35 MPa,流量需根据压机缸径和动作速度计算,确保压制力充足且动作平稳。
执行元件
核心为主工作液压缸,部分压机配备顶出缸、脱模缸等辅助液压缸。
液压缸缸筒采用精密镗削工艺,活塞杆表面镀硬铬处理,以适应高压冲击和频繁往复运动,防止铸件碎屑造成密封磨损。
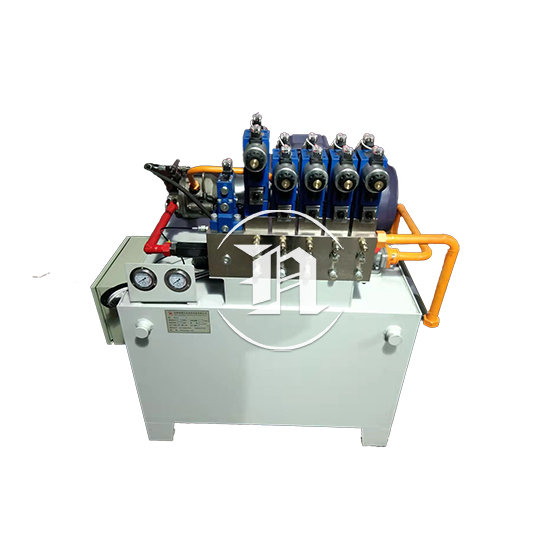
控制元件
压力控制阀:溢流阀设定系统最高压力,减压阀用于局部回路降压,顺序阀控制多缸动作顺序,满足铸件压制的保压、泄压需求。
流量控制阀:调速阀或比例调速阀控制液压缸运动速度,实现快进–慢压–保压–快回的精准切换。
方向控制阀:采用电液换向阀(大流量工况)或电磁换向阀(小流量工况),控制液压缸的运动方向;部分高端系统配备伺服阀,提升位置控制精度。
逻辑控制元件:插装阀集成块,减少管路连接,提高系统集成度和抗污染能力,适应铸件车间的粉尘环境。
辅助元件
油箱与过滤系统:油箱配备隔板、吸油滤油器、回油滤油器和空气滤清器,过滤精度不低于 10–20 μm,防止铸件碎屑进入系统;部分系统配备冷却器或加热器,控制油温在 30–50℃。
密封元件:采用耐高压、耐磨损的聚氨酯或氟橡胶密封件,防止液压油泄漏,适应铸件生产的高温环境。
检测元件:压力传感器、位移传感器、温度传感器,实时监测系统压力、液压缸位置和油温,反馈至控制系统实现闭环控制。

二、 核心工作原理
压机类铸件液压系统通过泵组提供动力,经控制阀组调节压力和流量,驱动液压缸完成 “快进→工进(压制)→保压→泄压→回程→停止” 的循环动作,具体流程如下:
快进阶段:系统以低压大流量供油,主缸快速下行,接近铸件毛坯,提高生产效率。
工进(压制)阶段:系统切换为高压小流量,主缸慢速加压,使铸件在模具内成型,压力传感器实时监测压制力,确保达到工艺要求。
保压阶段:系统维持高压,保压时间由时间继电器或 PLC 设定,防止铸件成型后出现缩孔、变形。
泄压回程阶段:先通过卸压阀缓慢泄压,再切换油路,主缸快速回程,避免高压卸荷冲击损坏系统。