沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

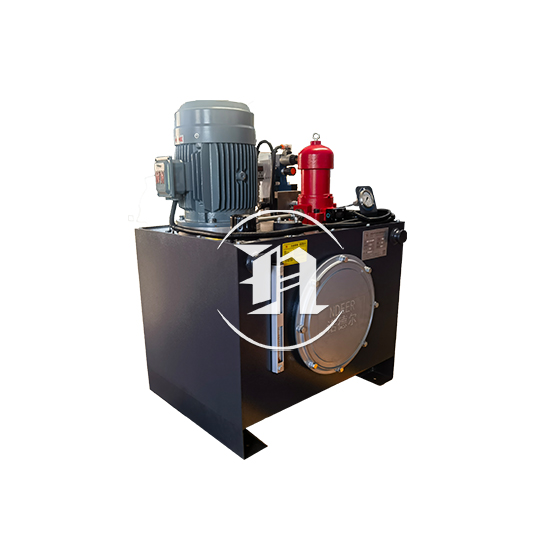
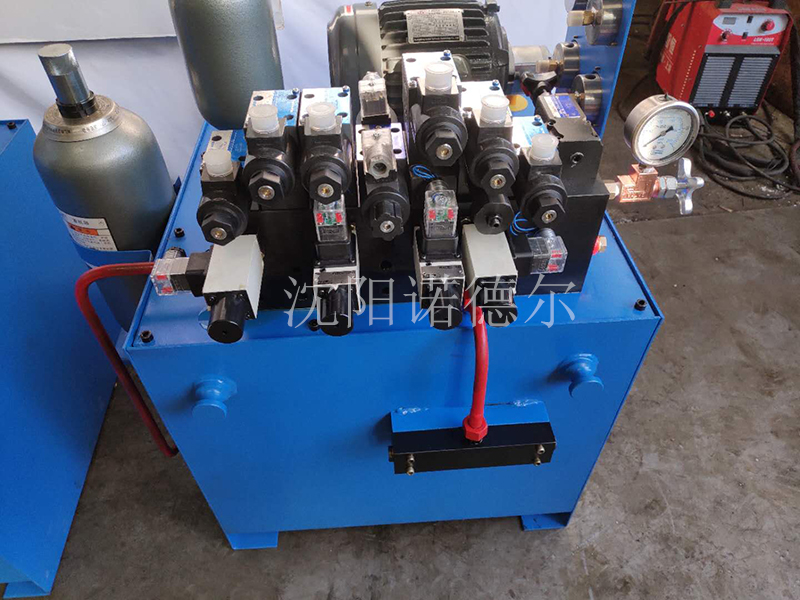
轧机类铸件配套液压系统,是轧机设备实现高精度轧制、稳定运行的核心动力与控制单元,其设计和配置需紧密匹配铸件的承载特性、轧机的轧制工艺要求,同时兼顾抗冲击、耐高温、响应迅速的工业场景需求。
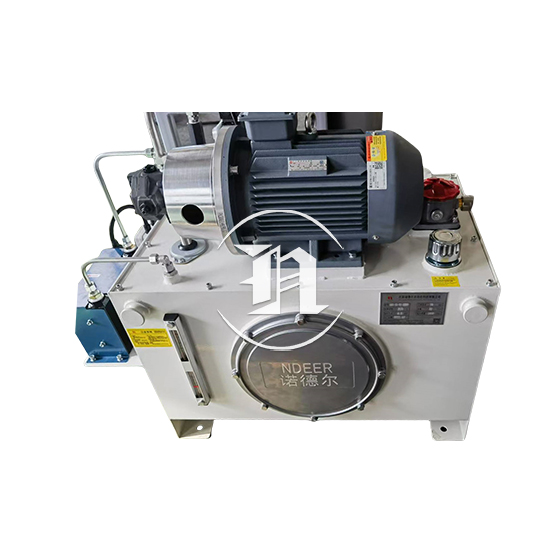
该液压系统的核心构成及功能逻辑如下:系统以液压泵站为动力源,泵站包含电机、液压泵、油箱、滤油器、冷却器等组件,为整个系统提供持续且稳定的压力油;液压泵多选用柱塞泵或叶片泵,可根据轧制负载的变化调节流量与压力,满足不同轧制工况的动力需求;油箱内置的滤油器和冷却器,分别用于过滤油液杂质、控制油液温度,避免因油液污染或高温导致的元件磨损、系统故障。
从执行元件来看,系统配备的液压缸和液压马达,分别承担轧辊的压下调整、轧机机架的锁紧、输送辊道的驱动等任务;压下液压缸需具备高精度的位移控制能力,配合位移传感器和伺服阀,实现轧件厚度的精准调节,满足轧制工艺对尺寸公差的严格要求;机架锁紧液压缸则需提供足够的锁紧力,保障轧制过程中机架的稳定性,防止因轧制冲击力导致的机架变形。
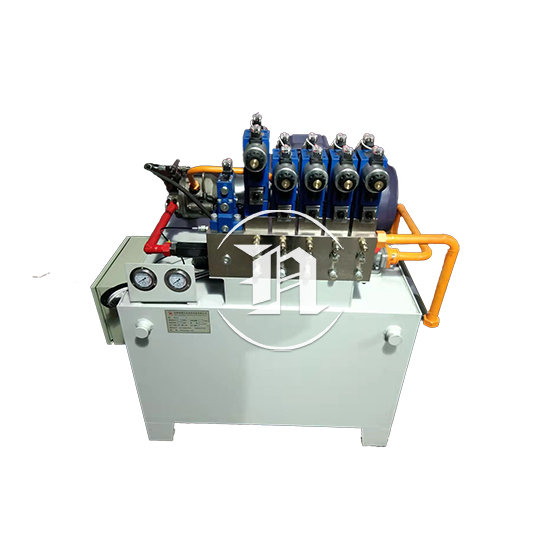
在控制与调节层面,系统集成液压控制阀组,包含溢流阀、减压阀、换向阀、伺服阀等元件,溢流阀用于设定系统最高工作压力,起到过载保护作用;伺服阀则作为核心控制元件,接收电气控制系统的信号,精准调节进入液压缸的油液流量和方向,实现轧辊位置的快速响应与稳定控制。
针对轧机铸件的工作特性,该液压系统还需满足特殊要求:一是具备抗污染能力,轧机工作环境粉尘较多,系统需配置多级过滤装置,且油液需定期检测与更换;二是强化抗冲击性能,轧制过程中负载波动较大,系统需设置蓄能器,吸收冲击压力,稳定系统压力,保护液压元件;三是提升系统的可靠性与冗余设计,关键部位可配置备用泵或备用阀组,避免因单一元件故障导致整个轧机停机。
此外,该液压系统的安装与维护需结合铸件的结构特点,液压管路的布置需避免与铸件尖锐部位接触,防止管路磨损泄漏;定期对液压元件进行巡检,排查液压缸密封件老化、控制阀卡滞等问题,确保系统长期稳定运行。