沈阳诺德尔自动化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd
联系人:谢经理
手 机:18640057795(v同步)
邮 箱:xs@syndeer.com
地 址:http://www.ndeeryy.com
网 址:沈阳市沈河区长青街35号

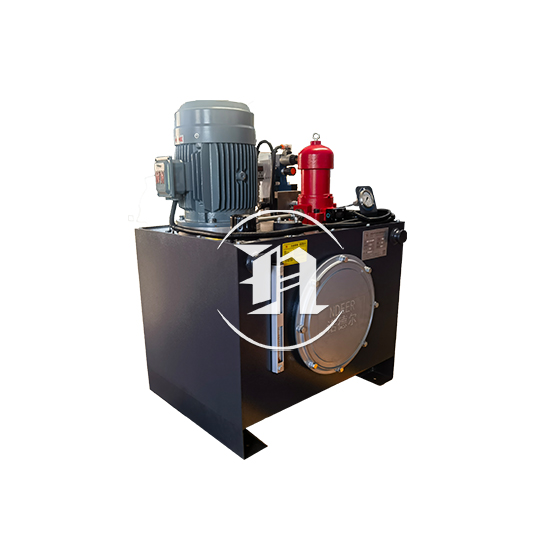
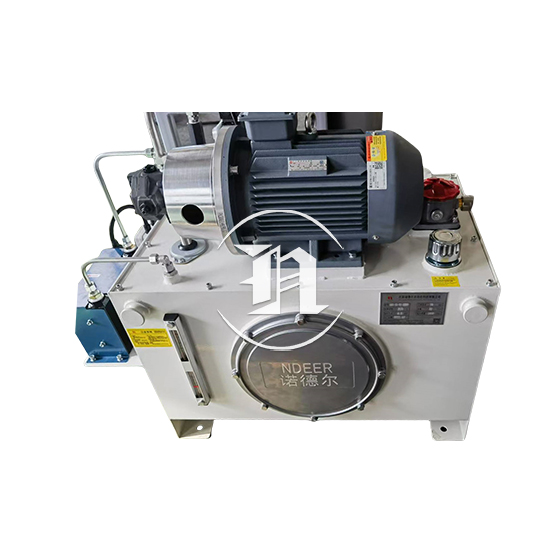
一、系统组成
动力元件:通常采用柱塞泵等,如 CY 系列柱塞泵,将机械能转换为液压能,为系统提供压力油。
执行元件:包括液压缸和液压马达等,分布于整条生产线中,如开卷机、卷取机、拉矫机、纠偏装置等设备中都有液压缸,用于实现直线运动,完成开卷、收卷、矫直、纠偏等动作。
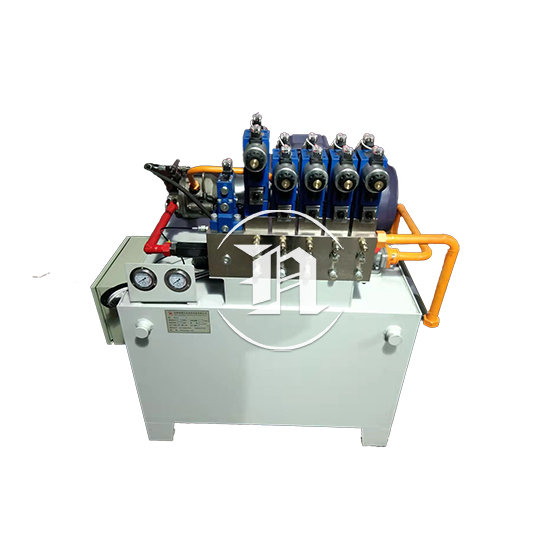
控制元件:有溢流阀、换向阀、比例阀、伺服阀等,用于调节系统的压力、流量和方向。例如溢流阀用于设定系统压力,防止压力过高;换向阀控制液压油的流向,实现执行元件的换向;比例阀和伺服阀则可精确控制液压系统的压力和流量,以满足高精度的控制要求,如在纠偏系统中常用伺服阀来精确控制液压缸的动作。
辅助元件:包括油箱、油管、滤清器、冷却器等。油箱用于储存液压油;油管负责传输液压油;滤清器用于过滤液压油中的杂质,保证油液清洁;冷却器则用于控制液压油的温度,防止油温过高影响系统性能。
二、工作原理
液压泵将油箱中的液压油吸入并加压,通过油管将高压油输送到各个控制元件,控制元件根据生产工艺的要求调节油液的压力、流量和方向,然后将油液输送到执行元件,推动液压缸或液压马达运动,从而带动相应的机械设备完成开卷、剪切、拉矫、纠偏、收卷等动作,实现彩涂钢板的生产。

三、主要功能
开卷与收卷控制:液压系统驱动开卷机的芯轴胀缩和横移,实现钢卷的上料和对中,同时控制卷取机的张力和位置,确保彩涂板的顺利收卷。
剪切控制:为入口剪、出口剪等提供动力,使剪刃能够快速、准确地剪断带钢。
拉矫控制:供给拉矫机液压缸压力,对带钢进行拉伸和矫正,消除带钢的浪形、瓢曲等缺陷,提高带钢的平整度。
纠偏控制:通过电涡流传感器等检测带钢的偏移信号,经 PLC 处理后控制液压站的输出,驱动纠偏装置的液压缸动作,调整带钢的位置,保证带钢在生产过程中始终保持正确的运行轨迹,防止跑偏。
四、系统特点
高精度控制:彩涂机组对带钢的位置、张力、涂层厚度等参数控制要求较高,液压系统通过采用比例阀、伺服阀等控制元件,能够实现高精度的位置控制和压力控制,保证产品质量。
可靠性高:现代化大型冷轧带钢处理线生产速度快、自动化程度高,要求液压系统具有较高的可靠性,以保证生产线的连续稳定运行。因此,液压系统通常采用高品质的元件,并设置了完善的保护措施,如过载保护、油温过高保护等。
清洁度要求高:液压油的清洁度直接影响系统的性能和元件的使用寿命,彩涂机组液压系统对清洁度要求严格,如纠偏装置的伺服泵站通常要求油液清洁度达到 NAS5 级,因此需要设置高精度的滤清器,并定期进行油液清洁度检测和更换液压油。